316不锈钢管批发市场现货订购
发布时间: 2024-06-29 04:22:56 浏览次数:1
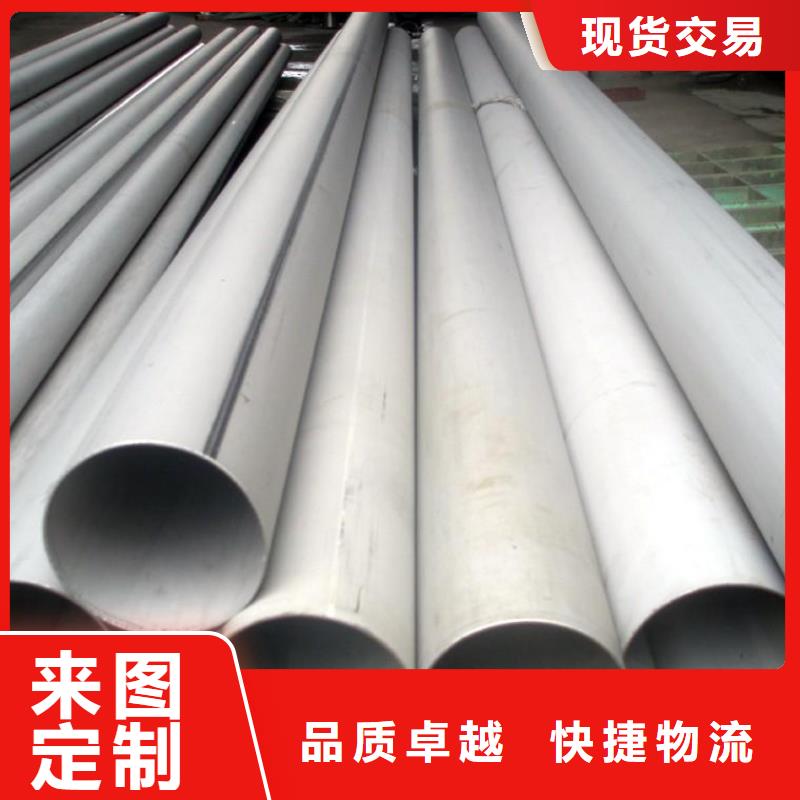
以下是:316不锈钢管批发市场现货订购的产品参数
| 材质 | 201、304、316 |
|---|
| 规格 | 齐全 |
|---|
| 品牌 | 齐全 |
|---|
| 计量单位 | 吨 |
|---|
| 单价 | 电议 |
|---|
| 最小起订量 | 一支 |
|---|
| 包装要求 | 根据客户要求 |
|---|
| 可定制 | 是 |
|---|
以下是:316不锈钢管批发市场现货订购的图文视频
导读 您是想要在江苏省镇江市采购高质量的316不锈钢管批发市场现货订购产品吗?江苏省镇江市国耀宏业钢铁有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的316不锈钢管批发市场现货订购产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:刘国耀-18802262066,QQ:806424688,地址:《天津经济开发区国耀宏业钢铁发货到镇江》。 江苏省,镇江市 镇江市,江苏省辖地级市,是长江三角洲中心城市之一,地处江苏省南部,长江与京杭大运河“十”字交汇处,介于北纬31°37′~32°19′、东经118°58′~119°58′之间,东南接常州市,西邻南京市,北与扬州市、泰州市隔江相望。截至2022年,全市下辖3个区、代管3个县级市,总面积3840平方千米,常住人口322万。
想要探索316不锈钢管批发市场现货订购的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:316不锈钢管批发市场现货订购的图文介绍
镇江国耀宏业钢铁有限公司拥有一支技术过硬,作风优良的生产销售【方管厂家】团队! 公司的发展战略目标:实事求是、脚踏实地、开拓创新、诚信服务于国内外客户、发展具有特色的【方管厂家】行业共赢之路! 为了更好地迎接未来的机遇与挑战,公司诚邀有志之士加盟,在公司发展壮大的过程中,体现人生价值,实现个人梦想。




多层焊时,每焊完一层要清除焊渣,层间温度应低于60℃与腐蚀介质的焊缝,为防止由于重复加热而降低耐腐蚀性,应焊接。焊后可采取强制冷却措施,加速接头冷却。焊接开始时,不要在焊件上随便引弧,以免损伤焊件表面,影响耐腐蚀性。
常用方法是采用手弧焊封底,并用纯铜板垫、 垫和焊剂垫等。(三)18-8奥氏体不锈钢管的钨极氩弧焊工艺:18-8奥氏体不锈钢管的钨极氩弧焊适宜于厚度不超过8mm的板结构,适宜于厚度在3mm以下的薄板、直径在60mm以下的管子以及厚件的打底焊。
(四)18-8奥氏体不锈钢管的熔化极氩弧焊工艺:18-8奥氏体不锈钢管采用熔化极氩弧焊时,若使用纯作为保护气体会引起一系列困难,正确的焊接做法是采用氧化性混合气体作保护气体,即在纯中加入少量氧气或CO2气体。
钨极氩弧焊电弧的热功率低,所以焊接速度较慢,约为手弧焊速度的1/2~1/3。因此,焊接接头冷却过程中在危险温度区停留的时间长,耐腐蚀性能较差。焊接厚板时推荐以射流过渡焊接,保护气体的质量分数为Ar98%+O22%。
由于射流过渡必须采用较高的电压和电流值,熔池流动性好,故只适于平焊和横焊;焊接薄板时推荐以短路过渡焊接,保护气体的质量分数97.5%的Ar+2.5%的CO2。短路过渡时电压和电流值均较低,熔滴短路时会熄弧,熔池温度较低容易控制成形,因此适用于任意位置的焊接。



总结 在江苏省镇江市采购316不锈钢管批发市场现货订购请认准江苏省镇江市国耀宏业钢铁有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:刘国耀-18802262066,QQ:806424688,地址:经济开发区国耀宏业钢铁)。